

邮箱
vip@ntpentu.com
vip@ntpentu.com
如皋非标精密钣金结构件定制加工厂家,承接各种非标钣金件定制加工,加工材料充足多样,提供从材料到成型一站式加工解决方案,源头自主加工厂家,支持来图来样加工定制,整个加工过程严格质检,确保工件的加工精度和结构性,加工产品均通过ISO9001质量认证体系,欢迎各大商家前来咨询
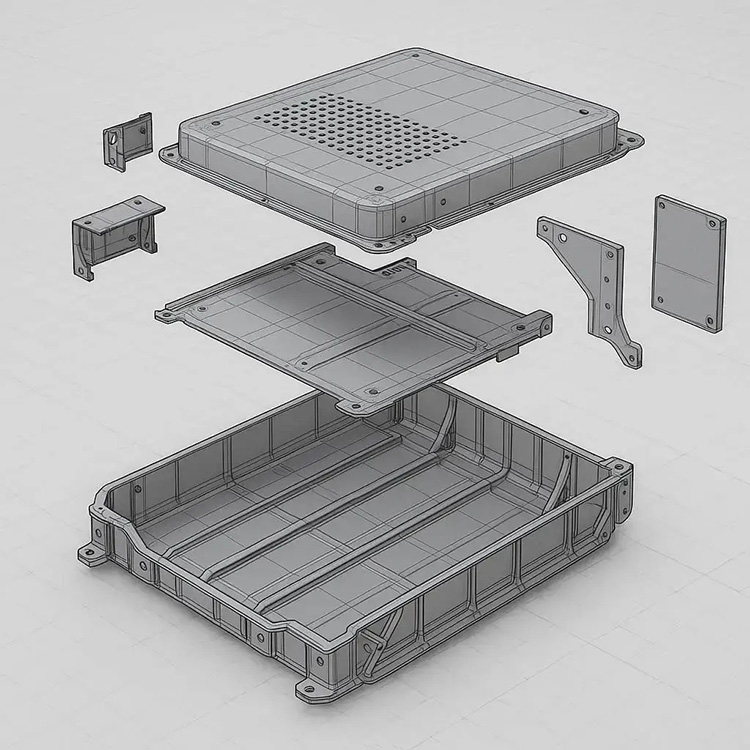
异形金属件的工艺特征与加工难点
异形金属件的加工难度,首先来自结构复杂度对工艺链的直接放大。零件一旦出现多方向折弯、局部避空、孔边距受限、连续翻边或高外观曲面,常规模具和通用参数往往无法直接适用。尤其在空气折弯条件下,内圆角并非固定值,而是随材料类型和下模开口变化而变化。AMADA 的折弯技术资料指出,在空气折弯工况下,304 不锈钢的内圆角通常按下模开口的 20%—22%估算,5052-H32 铝材约为 10%—12%,低合金冷轧钢约为 15%—17%。这意味着,若前期未准确考虑材料回弹与内圆角变化,展开尺寸、折弯补偿和装配基准就容易发生系统性偏差。
其次,异形件的风险并非集中于某一道工序,而是体现在多工序累积误差上。下料精度、折弯顺序、焊接热输入、夹具定位、表面处理余量等因素一旦在前期没有形成完整闭环,后续就可能出现尺寸漂移、外观缺陷或装配干涉。ASM 对板材成形的工程归纳中,已将回弹控制、成形性问题排查、工艺建模与过程控制列为关键内容,这也说明异形金属加工不能仅按“单工序加工”理解,而应按“全流程成形系统”加以评估。
异形金属件常用加工工艺
数控冲压与二次成形
适用于结构相对稳定、批量明确、局部特征较多的异形零件。其基本路径是先完成轮廓冲切、孔位加工与局部翻边,再通过整形模或压型模补足结构特征。该方法的优势在于节拍稳定、单件成本可控,适合中等复杂度的批量订单;局限在于对模具和工艺稳定性依赖较高,结构一旦频繁变更,综合成本会明显上升。ASM 对冲压、剪切、成形及模具材料选择的系统说明,也表明此类工艺更适用于设计趋于定型的项目。
激光切割与后续修整
适用于小批量、打样、非标定制和轮廓变化频繁的项目。激光切割的优点在于换型效率高、对异形外轮廓适应性强、无需专门开模,因此常被用于设备外罩、异形安装板、定制机箱等产品。但激光切割主要解决的是轮廓成形问题,边缘毛刺、局部热影响区、微小翘曲及后续装配精度,仍需依赖去毛刺、矫平、攻牙或修边工序完成闭环。对于外发订单而言,这类工艺适用性强,但后处理工作量必须预先评估。
多工位折弯成形
对于大多数异形钣金件而言,折弯是决定良率和一致性的核心工序。连续变角折弯、反向折边、局部让位结构以及孔边距受限的零件,均需要先确定折弯顺序,再配置模具组合和补偿参数。AMADA 的折弯资料表明,空气折弯条件下的内圆角和角度稳定性与材料特性、模具开口和刀具关系密切;一旦折弯条件失配,角度波动会进一步放大尺寸偏差。因而,多工位折弯并非单纯的设备动作,而是工艺规划、材料控制和现场执行共同作用的结果。
拉伸成形与曲面加工
适用于连续曲面、深腔结构、弧面外罩及高外观完整度零件。与拼接焊接相比,拉伸成形在曲面连续性和外观一致性方面具有明显优势,常用于弧形盖板、外壳面板及需要减少焊缝暴露的部件。其限制在于对材料延展率、润滑条件、模具设计及试模周期要求较高,更适合批量明确、设计相对稳定的项目。ASM 对板材拉深、成形性分析和工艺建模的系统归纳,也说明该工艺更偏向工程化、批量化应用。
焊接拼接成形
当零件整体一次成形的工艺难度或成本过高时,通常会采用分件加工、后续拼接的方式完成。该工艺适用于异形箱体、设备支架、复杂外罩和大型非标结构件。其优点是能够降低单件成形难度、提高结构拆解灵活性;其风险则集中在焊接变形、夹具定位、焊缝处理和表面一致性控制上。尤其对于喷粉、拉丝、电镀等外观要求较高的产品,焊接工艺与后处理工艺必须在前期同时评估,否则容易出现外观缺陷放大问题。
五轴加工与复合工艺加工
适用于高精度、小批量、局部空间特征复杂或传统钣金路线难以覆盖的项目。此类方案通常用于精密转接件、自动化夹治具、医疗设备部件以及局部高公差零件。其技术优势在于自由度高、局部加工能力强、精度稳定;其限制主要是加工成本较高,对编程、装夹和工序衔接的要求也更严格。对于宝煊金属加工厂此类承接定制项目的企业而言,这种方案通常属于高要求零件的定向配置,而非常规批量件的首选方案。







Copyright © 2024 汉龙科技 专注于南通喷塑加工,南通钣金加工,预制舱,储能柜及壳体 苏ICP备2023022391号-1
海安小型金属加工件成本优化:工艺路线与设计策略