

邮箱
vip@ntpentu.com
vip@ntpentu.com
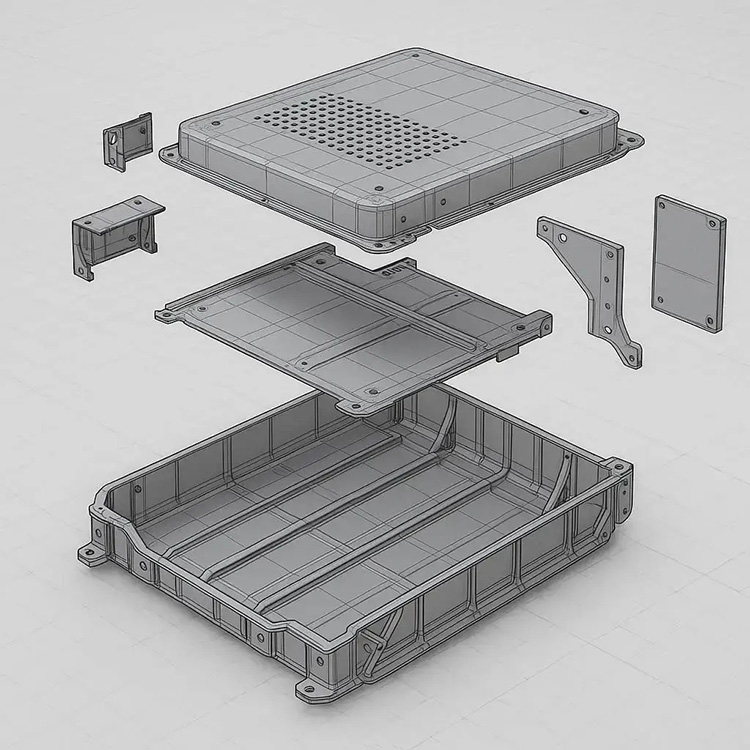
钣金结构件焊接加工的核心价值
钣金结构件焊接加工,是把经过激光切割、数控折弯、冲孔、压铆等工序后的金属板件,通过焊接、校形、打磨和表面处理,组合成可承重、可安装、可防护的结构组件。它常见于设备外壳、金属支架、机架框架、控制箱体、自动化设备底座和非标钣金结构件。
这类项目表面看是“把几块板焊起来”,实际考验的是图纸理解、焊接顺序、夹具定位、热输入控制和批量一致性。客户外发 OEM 钣金焊接件加工时,最关心的通常很直接:焊得牢不牢,尺寸准不准,喷粉后能不能装,批量交付会不会一批一个样。宝煊钣金加工厂处理这类项目时,重点也放在这些地方。
从图纸评审开始减少返工
结构件来图加工,不能一上来就报价排产。图纸里的焊缝位置、板厚组合、折弯方向、孔位基准、装配间隙和表面处理要求,都会影响成品质量。
例如设备外壳门框四周如果连续满焊,薄板很容易内收,后面就出现门缝不均、锁孔偏位、铰链装不上。这个问题不稀奇,但返工很烦。更稳的做法是先确认装配基准,再判断是否需要分段焊、跳焊、点固定位或预留反变形量。
这里也会用到金属折弯指南里的思路。折弯半径、折弯边高度、K 因子、避让槽,看似属于前道工序,实际上会影响焊接夹具、拼缝间隙和后续打磨空间。
不同焊接方案怎么选
钣金结构件焊接加工常见工艺包括 TIG 氩弧焊、MIG/MAG 焊、点焊、激光焊接和机器人焊接。没有哪种工艺适合所有项目,设备外壳更重视外观和平面度,支架更重视承载和孔位,机架则要看垂直度、对角线和整体刚性。
焊接方案 适合产品 优点 注意点
TIG 氩弧焊 不锈钢外壳、薄板箱体 焊缝细,外观好 效率偏慢
MIG/MAG 焊 机架、底座、厚板支架 强度好,效率高 变形和飞溅要控制
点焊 加强筋、内支撑件 速度快,外观面影响小 对搭接边有要求
激光焊接 精密薄板、外观件 焊缝窄,变形小 拼缝要求高
机器人焊接 批量支架、重复结构件 一致性好 前期夹具要稳定
样品阶段更适合人工焊接配合检具调整;批量稳定后,机器人焊接和专用焊接夹具的优势会更明显。宝煊精密制造通常会根据数量、结构、外观等级和交期来选工艺,而不是只看设备名称。
焊接变形和尺寸检测要提前控制
焊接变形来自局部加热和冷却收缩,薄板、大面、长焊缝更明显。控制方法包括对称焊、分段焊、跳焊、夹具定位、反变形预留和焊后校形。说白了,焊接不是最后补一道工序,它要从结构设计阶段就考虑进去。
焊接结构件的公差也不能完全按普通折弯件理解。ISO 13920:1996 对焊接结构通用公差有参考,例如 B 级线性尺寸公差在 400<L≤1000mm 范围为 ±4mm,1000<L≤2000mm 范围为 ±6mm。关键孔位、导轨安装面、电机安装孔,通常还要单独标注更严格要求,必要时做焊后加工或专用检具检测。
常见检测项目包括长宽高、对角线、平面度、垂直度、孔位精度、焊缝外观、螺纹孔和试装配。图纸上最好区分关键尺寸和普通尺寸,不然全部按高要求做,成本会被抬高,交期也容易变紧。
南通OEM结构钣金件定制加工厂家,承接大批量钣金件定制加工订单,加工材料充足多样,提供切割,折弯,翻边,压铆,冲孔,攻丝,焊接,机加工,喷塑等一站式加工解决方案,源头自主加工厂家,支持来图来样加工定制,整个加工过程严格质检,确保工件的加工精度和结构性,欢迎各大商家前来咨询






Copyright © 2024 汉龙科技 专注于南通喷塑加工,南通钣金加工,预制舱,储能柜及壳体 苏ICP备2023022391号-1
如皋非标储能集装箱钣金加工厂:储能集装箱是什么