

邮箱
vip@ntpentu.com
vip@ntpentu.com
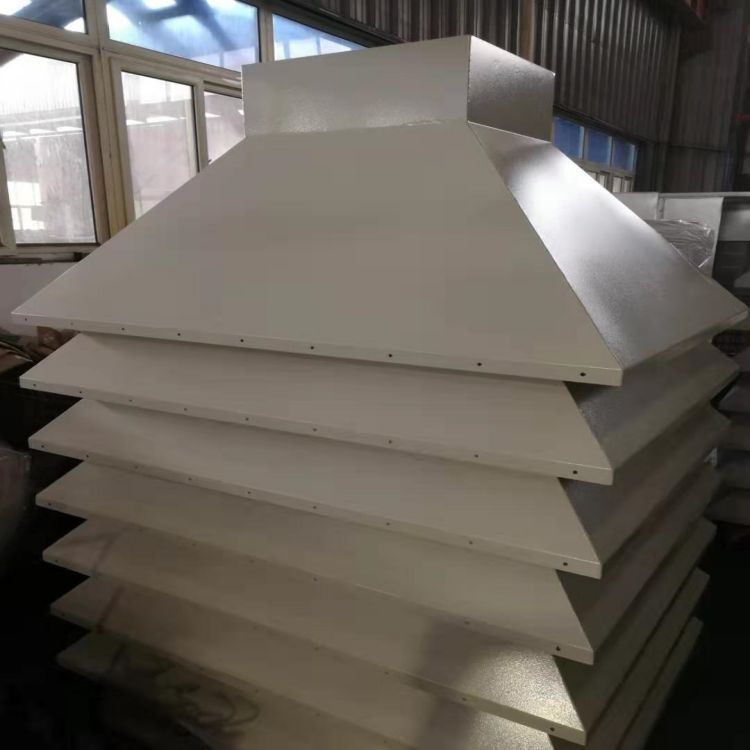
启东五金喷涂加工厂,对外承接各种非标工件喷涂喷漆加工订单,加工厂占地面积为2.5万+平方米,配备先进的喷涂加工流水线,专业喷涂加工团队,保证喷涂的完整性和美观性,采用轨道化喷涂加工作业,喷涂均匀无死角,并配备超大烘烤房,悬挂式固化烘烤,减少工件之间的接触,保证喷涂效果达到最佳,源头加工厂,保工保期
启东五金喷涂加工厂,对外承接各种非标工件喷涂喷漆加工订单,加工厂占地面积为2.5万+平方米,配备先进的喷涂加工流水线,专业喷涂加工团队,保证喷涂的完整性和美观性,采用轨道化喷涂加工作业,喷涂均匀无死角,并配备超大烘烤房,悬挂式固化烘烤,减少工件之间的接触,保证喷涂效果达到最佳,源头加工厂,保工保期
五金喷涂加工流程:
喷涂操作是将涂料均匀涂覆在五金件表面的关键步骤。
1、选择喷涂方式
静电喷涂:使用静电场将粉末涂料吸附到五金件表面,适用于复杂形状和大批量生产。静电喷涂的涂层附着力强、涂层均匀。
喷漆(液态喷涂):适用于高光泽和特殊效果的涂料,如金属光泽、透明涂层等。使用喷枪将液体涂料喷涂到工件表面。
喷粉(粉末喷涂):使用粉末涂料,通过喷枪将其喷涂到工件表面,再通过加热固化,使粉末涂层形成坚固的保护膜。喷粉涂料环保且耐用,常用于户外产品。
2、喷涂操作步骤
预热工件(如需要):对于某些涂料,如粉末涂料,可能需要先将工件预热,以提高涂料的附着力。
调整喷枪参数:调节喷枪的压力、流量、喷嘴距离等参数,确保喷涂均匀。
均匀喷涂:保持喷枪与工件的适当距离,以确保喷涂均匀。可以根据工件的复杂性、表面形状决定是否分多次喷涂。
3、涂层厚度控制
喷涂时,需要控制涂层的厚度,通常每层涂料的厚度在30~50微米之间。过厚或过薄的涂层都可能影响五金件的使用性能。
4、固化与烘干
喷涂完成后,需要通过加热或自然风干的方式使涂层固化,以提高涂层的附着力、硬度和耐久性。
4.1 热固化
对于粉末涂料或一些液态涂料,需要将五金件放入烘干炉中进行加热固化,温度一般为150℃~200℃,时间为10~30分钟,具体根据涂料种类和厚度来调整。
4.2 自然固化
一些涂料可以在常温下自然干燥和固化,但固化时间较长,通常需要24小时或更长时间。
5. 涂层检查
完成喷涂和固化后,需对涂层进行检查,确保喷涂质量;检查喷涂表面是否光滑均匀,是否有气泡、流挂、褪色等缺陷;使用涂层厚度仪(如磁力法、涡流法等)检测涂层厚度,确保符合工艺要求







Copyright © 2026 汉龙科技 专注于南通喷塑加工,南通钣金加工,预制舱,储能柜及壳体 苏ICP备2023022391号-1


无锡交通杆件喷塑,大型结构件喷涂厂家