

邮箱
vip@ntpentu.com
vip@ntpentu.com
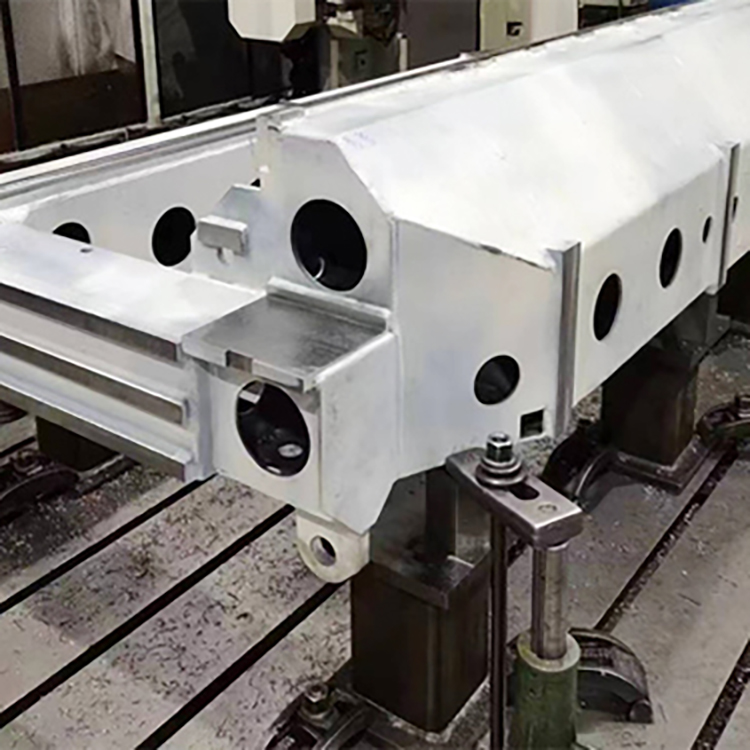
南通涂装加工厂家,承接各种非标工件粉末静电喷涂加工,加工厂占地面积为2.5万+平方米,配备完整的磷化喷涂流水线,超大烘烤房,通过式抛丸机等加工设备,源头自主加工厂,支持颜色,喷涂膜厚度等按需加工定制,可喷涂15米左右的大型工件,量大从优,整个加工过程严格质检,加工产品均通过ISO9001质量认证体系,欢迎各大商家前来咨询
喷粉设备处理前对工件的表面清洗步骤,使工件表面干净再进行喷粉:
1)脱脂:
是在侵蚀之前去除工件表面的油、脂以及其它污染物,得到清洁的表面。在这个过程中,一般加入抑制剂,避免清洁铝表面被氧化。脱脂温度一般控制在50~70℃,脱脂时间为3~4min,与工件表面状态有关。
2)水洗:
在静电喷粉流水线前处理的每道工序中都有一道或二道水洗以去除工件表面的化学药液,防止药液间的交叉污染。脱脂后的第一次清洗一般采用自来水或井水,但最后几次清洗需要去离子水,以避免附着力差和腐蚀问题。所用去离子水的电导率不能超过30μS/cm,如果超标,硬水中的盐(钙离子)将在干燥过程中沉积在工件表面形成腐蚀点,导致涂层产生气泡。第一个洗涤池没有温度限制,但铬洗涤过程要求水温不超过50℃,洗涤温度过高,铬膜可能被洗掉。洗涤时间一般为几分钟,搅拌工件或用空气搅拌水可提高洗涤效果。
3)碱蚀:
喷粉生产线的铝材表面通常存在一层较薄的自然氧化层,在铬化之前必须清除干净,在此工序中需要加入抑制剂防止清洁的铝材表面被氧化。碱蚀温度宜控制在50~70℃,碱蚀时间控制在7~8min。
4)中和:
碱蚀阶段的不溶酸洗残留物在中和阶段加以除去。这些残留物包括金属或非金属氧化物(如镁氧化物、硅氧化物等),这些物质在碱性溶液中不溶解,可用硝酸或硫酸去除。现在许多厂家使用含铬酸盐的中和液,可以阻止铝材表面的再次氧化。硅氧化物可用氟化物除去。浸入时间依据酸洗残留物的情况而定,一般为30s到5min不等。中和处理通常在室温下操作。







Copyright © 2026 汉龙科技 专注于南通喷塑加工,南通钣金加工,预制舱,储能柜及壳体 苏ICP备2023022391号-1
盐城喷漆加工:细节决定品质