

邮箱
vip@ntpentu.com
vip@ntpentu.com
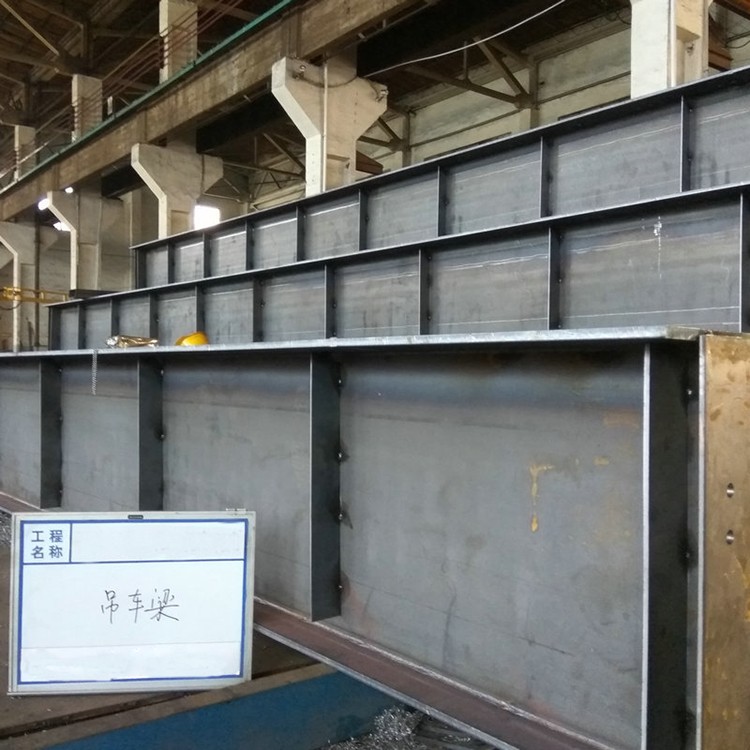
淮安吊车梁加工厂,承接各种非标重型钢梁焊接加工,加工厂拥有多名焊接经验丰富的焊接师,配备高精密大品牌加工设备,加工材料充足多样,源头加工厂,支持来图来样加工定制,整个加工过程严格质检,加工产品均通过ISO9001质量认证体系,欢迎各大商家前来咨询
淮安吊车梁加工厂,承接各种非标重型钢梁焊接加工,加工厂拥有多名焊接经验丰富的焊接师,配备高精密大品牌加工设备,加工材料充足多样,源头加工厂,支持来图来样加工定制,整个加工过程严格质检,加工产品均通过ISO9001质量认证体系,欢迎各大商家前来咨询
加工材料:角钢,槽钢,H型钢,T型钢,工字钢等根据客户需求进行加工定制,加工精度为0.1mm
加工流程:
1. 设计与材料准备
设计图纸:根据吊车的载荷要求和使用环境,设计吊车梁的结构图纸,明确梁的尺寸、材质、连接方式、焊接工艺要求等。
材料选择:吊车梁通常采用低碳钢或合金钢(如Q235、Q345等),确保钢材具有良好的强度、韧性和焊接性能。
切割与加工:根据设计图纸的尺寸要求,进行钢材的切割、打孔、槽口处理等预加工。
2. 表面处理与清理
除锈与清洁:焊接前,必须清除钢材表面的氧化物、油污、锈迹等。常用的方法有手工刷除、喷砂、酸洗等,以确保焊接接头的质量。
表面预处理:有时为了增强焊接强度,需要对焊接区域的钢材进行轻微的预热或使用抗氧化涂层,避免焊接过程中产生裂纹或其他缺陷。
3. 组装与定位
拼接与定位:将吊车梁的各个部件(如主梁、支撑梁、连接板等)进行组装,使用夹具、定位仪器确保每个部件的精确位置。
临时连接:通过点焊、螺栓等方法进行临时连接,确保构件不发生位移或变形,方便后续的焊接作业。
4. 焊接工艺选择
吊车梁的焊接通常需要高强度的焊接,常见的焊接方法包括:
气体保护焊(MIG/MAG焊接):适用于中等厚度的钢材焊接,焊缝光滑、无飞溅,适合长焊缝的连续焊接,焊接效率高。
手工电弧焊:适用于较厚钢板的焊接,操作简便,但焊接质量易受操作人员技能影响,适用于现场或较复杂的接头。
氩弧焊:用于较高精度要求的焊接,适合精细焊接工作,尤其是在焊接薄板和重要接头时使用。
5. 焊接操作
焊接顺序:为了避免吊车梁焊接过程中因热应力导致变形,通常需要按照规定的焊接顺序进行。一般情况下,采用对称焊接、分段焊接、交替焊接等方式来控制热量分布,减少变形。
焊接质量控制:
焊接电流与电压:控制适当的焊接电流、电压,避免过热导致的焊缝缺陷。
焊接速度与焊接角度:保持均匀的焊接速度,确保焊接角度正确,避免出现过高或过低的焊缝。
预热和温控:对于大厚度的吊车梁构件,特别是低温环境下的焊接,可能需要进行预热处理,减少焊接裂纹的风险。
6. 焊接后的处理
焊接检验:
视觉检查:检查焊接表面是否光滑、无气孔、裂纹、焊瘤等缺陷。
超声波检测:检测焊缝的内部缺陷,确保焊接强度。
X射线或γ射线检测:适用于重要焊接接头的内部检查,确保没有隐藏的缺陷。
磁粉或渗透探伤:用于检查焊接接头的表面裂纹。
残余应力处理:焊接后,由于局部加热会导致结构产生残余应力,这时可以通过热处理或去应力退火来减小应力,防止构件开裂。
焊缝修整:焊接完成后,可能需要打磨焊缝,去除飞溅、气孔等缺陷,确保焊缝光滑,尺寸合格。
7. 表面防腐与涂装
防腐涂层:由于吊车梁通常在室外或恶劣环境中使用,因此需要进行防腐处理。可以采用热浸镀锌、喷涂防锈涂料或防火涂料等方式,延长吊车梁的使用寿命。
涂装处理:为保证吊车梁在使用中的耐久性和美观,可以根据需要进行涂装处理,常见的涂装有防锈漆、防腐漆和高温漆等。







Copyright © 2024 汉龙科技 专注于南通喷塑加工,南通钣金加工,预制舱,储能柜及壳体 苏ICP备2023022391号-1


泰州厂房仓库轻钢结构焊接