

邮箱
vip@ntpentu.com
vip@ntpentu.com

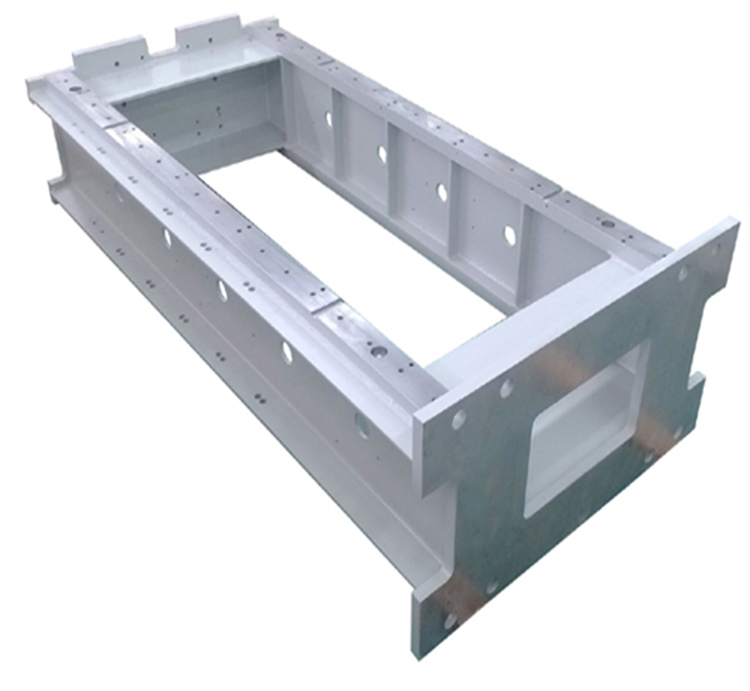
扬州异形机械底座焊接加工厂,承接各种非标大型结构件焊接,整个加工车间占地面积为2.5万+平方米,配备完整的生产加工流程和高精密大品牌加工设备,加工材料充足多样,加工精度为0.1mm,采用激光切割,激光焊接,数控车床等业内先进的生产加工技术,源头加工厂家,保工保期
扬州异形机械底座焊接加工厂,承接各种非标大型结构件焊接,整个加工车间占地面积为2.5万+平方米,配备完整的生产加工流程和高精密大品牌加工设备,加工材料充足多样,加工精度为0.1mm,采用激光切割,激光焊接,数控车床等业内先进的生产加工技术,源头加工厂家,保工保期
扬州异形机械底座焊接加工流程:
1. 设计阶段
结构分析:在设计底座时,需考虑承载能力、稳定性和刚度,确保其能支持上部机械的重量和运作。
焊接接头设计:选择合适的焊接接头类型(如对接、角焊、T型焊等),以提高焊接强度和可靠性。
2. 材料选择
底座材料:常用的材料有碳钢、不锈钢和铝合金,具体选择需考虑工作环境和负载要求。
焊接材料:选择与母材相匹配的焊丝或焊条,确保焊接质量。
3. 焊接工艺
焊接方法:常用的焊接方法包括:
弧焊:适用于多种材料,焊接强度高。
氩弧焊(TIG):适合不锈钢和铝合金的精密焊接。
MAG焊:常用于碳钢焊接,效率较高。
焊接顺序:合理安排焊接顺序,以避免变形和应力集中。
4. 焊接准备
表面处理:清理焊接区域的油污、锈蚀和氧化层,以提高焊接质量。
定位夹具:使用夹具固定底座各部分,确保焊接时位置准确。
5. 焊后处理
焊缝检查:通过目视检查和无损检测(如超声波、X光检测)确保焊缝质量。
热处理:必要时进行焊后热处理,消除应力,提高材料性能。
表面处理:对焊接后的底座进行喷涂或防锈处理,以提高耐腐蚀性和美观性。







Copyright © 2024 汉龙科技 专注于南通喷塑加工,南通钣金加工,预制舱,储能柜及壳体 苏ICP备2023022391号-1


常州方通机罩机架钣金焊接,非标自动化设备焊接